양하진 , 이종윤 , 박찬욱 , 서재식 , 이원준
꼬막 패각을 첨가한 재활용 PET 기반 흡음재 제조 및 성능 평가
Recycled PET-Based Acoustic Films Reinforced with Cockle Shell Powder: Fabrication and Performance Evaluation
Ha Jin Yang, Jong Yun Lee, Chanwook Park, Jaesik Seo, Won Jun Lee
Abstract: Introduction of natural mineral fillers into recycled polymer matrices has gained increasing interest due to their potential in developing eco-friendly functional materials. In this study, cockle shell powder, a calcium carbonate-rich biowaste, was incorporated into recycled polyethylene terephthalate (rPET) films to fabricate sound-absorbing composites. Cockle shells were pulverized and characterized in terms of morphology, crystal structure, and particle size. The rPET/cockle shell films were prepared via casting and nonsolventinduced phase separation (NIPS) method. The addition of cockle shell filler improved the sound absorption performance of the films, particularly at higher frequencies. The composite containing 6 wt% cockle shell exhibited the highest sound absorption coefficient while maintaining mechanical integrity. Although the tensile modulus slightly decreased with increasing filler content, the optimized formulation showed a good balance between acoustic performance and mechanical strength. Overall, these results suggest that cockle shell powder can serve as a promising sustainable filler for acoustic applications using recycled polymer matrices.
Keywords: cockle shell , biowaste filler , recycled PET , sound absorption , sustainable composites
1. 서 론
최근 탄소배출 문제와 소음 공해에 대한 사회적 관심이 크게 증가하고 있으며, 이러한 문제들을 해결하기 위한 다양한 기술적 접근이 이루어지고 있다[1]. 특히, 건물과 차량 내부의 소음은 인간의 건강과 삶의 질에 큰 영향을 미치기 때문에, 효과적인 소음 저감을 위한 흡음재의 사용이 필수적이다[2]. 그러나 기존의 흡음재는 주로 폴리우레탄 폼, 유리 섬유, 폴리에틸렌 등 화학적 기반의 재료를 사용하고 있어, 제조 과정에서 상당한 양의 탄소를 배출하며, 사용 후에는 재활용이 어렵다는 문제를 가지고 있다[3−6]. 이러한 화학적 소재들은 장기적으로 환경에 미치는 영향이 커 이에 대한 해결책으로 지속 가능하고 우수한 성능을 발휘할 수 있는 친환경 흡음재의 개발이 중요한 과제로 대두되고 있다[7].
친환경 흡음재 개발을 위한 최근의 연구들은 주로 천연 섬유나 재활용 소재를 활용하는 방향으로 진행되고 있다. 양모, 코코넛 섬유, 황마 섬유와 같은 천연섬유를 이용하거나, 버려지는 의류와 같은 폐기물을 재활용하여 새로운 다공성 구조의 흡음재를 개발하려는 시도가 이루어지고 있다[7−10]. 이러한 연구들은 환경친화적인 재료를 활용한다는 장점이 있지만, 여전히 물리적 내구성, 생산 비용, 대규모 생산에 대한 경제성 문제 등의 한계로 상용화를 위한 연구 개발이 필요하다. 특히 천연섬유는 습기와 열에 대한 민감성 문제로 인해 사용이 제한적이다[11]. 따라서 더 실용적인 해결책을 찾기 위해 천연섬유 이외에 다른 소재들을 활용한 친환경 흡음재 개발의 필요성이 커지고 있다.
재활용 PET(polyethylene terephthalate)는 가볍고 내구성이 높으며, 성형성이 뛰어나다는 장점을 가지고 있다[12,13]. 최근 탄소배출 저감 차원에서 재활용 PET를 자동차 내장재에 응용하는 경향은 증가하고 있으며, NVH(noise, vibration, harshness) 저감 소재로 활용되었을 때 열적 안정성이 높고 필름 및 폼 형태의 다양한 구조로 쉽게 제작이 가능하다는 부분은, PE(polyethylene) 및 PP(polypropylene) 소재에 비하여 향후 활용의 범위를 확대할 수 있다는 부분에서 주목받았다[14]. 꼬막 패각은 자연에서 얻을 수 있는 소재로 다공성 구조로 되어 있어 흡음 성능을 향상시킬 수 있는 장점이 있다[15]. 꼬막 패각의 다공성 구조는 소리에너지를 열에너지로 변환시키기에 유리한 구조적 특성을 보이며, 이를 통해 흡음 효과를 극대화할 수 있다[16]. 일반적으로 꼬막 패각은 폐기물로 처리되는 경우가 많으므로, 이를 재활용하여 흡음재에 활용하는 것은 환경 보호와 자원 재활용 측면에서 매우 긍정적인 결과를 가져올 수 있다. 기존의 연구에서는 재활용 PET의 다공성 구조 구현 및 다양한 입자 (carbon nanotube, 셀룰로스 및 유리섬유)들을 활용한 흡음재 소재의 개발이 진행되었고 생물자원 부산물(폐생물자원)로 여겨지는 탄산칼슘 계열의 꼬막 패각을 활용한 흡음재 응용 가능성 탐색은 이루어지지 않았다[17,18].
이 연구에서는 재활용 PET와 꼬막 패각 입자를 사용하여 친환경적이고 경제적으로 지속 가능한 흡음 복합 소재 가능성을 탐색하였다. 효율적인 에너지 흡수 구조 구현을 위하여 재활용 PET(rPET)와 꼬막 패각, 발포제를 활용하여 다공성 구조의 필름을 제작하였고, 거시적인 라미네이트(적층) 패널을 제작하여 흡음재로의 활용을 위한 연구를 진행하였다. 세부적으로는 꼬막 패각의 함량을 조절하여 제작한 시료들의 형태적 특성, 열 안정성 및 인장강도 특성을 분석하고, 각 시료의 흡음 성능을 측정하였다. 이를 통해 꼬막 패각이 흡음 성능에 미치는 영향을 평가하고, 소재가 흡음재로서의 적용 가능성을 평가하였다.
2. 실 험
2.1. 재료 및 시약
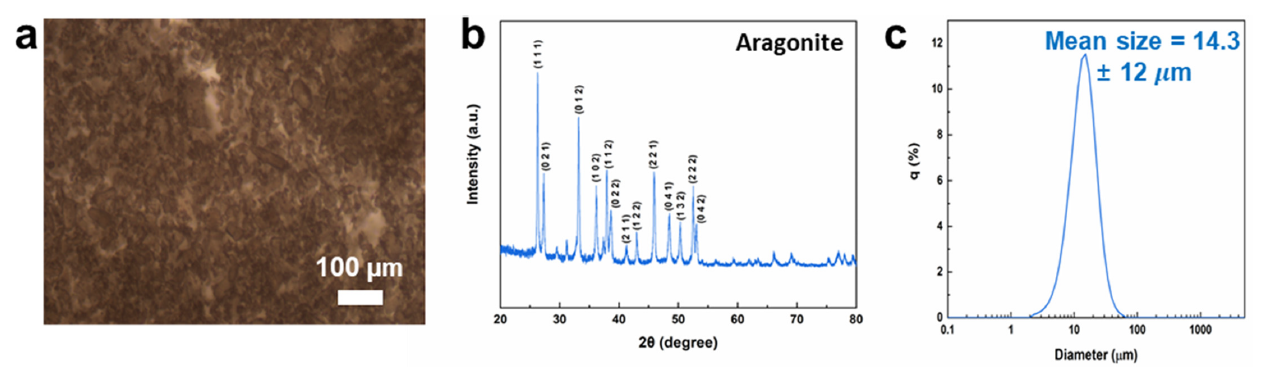
용액 제조를 위한 용매로 사용한 TFA(trifluoroacetic acid, T6508, 99%)와 DCM(dichloromethane, D65100, 99.5%)은 Sigma Aldrich 사에서 구매하여 사용하였다. 재활용 PET pellet은 DY Polymer에서 제공받아 사용하였다. 발포제 (KYCEROL-90)은 ㈜금양에서 제공받아 사용하였다. 꼬막 패각은 현대자동차에서 제공받아 사용하였다. Figure 1은 꼬막 패각 파우더의 OM(optical microscope) 측정, XRD(Xray diffraction)와 입도 분석을 진행한 결과이다. 꼬막 패각은 아라고나이트 상의 탄산칼슘으로 이루어져 있으며, 평균 14.3 μm의 입자를 가짐을 확인하였다.
Figure 1.
2.2. 다공성 필름 제작
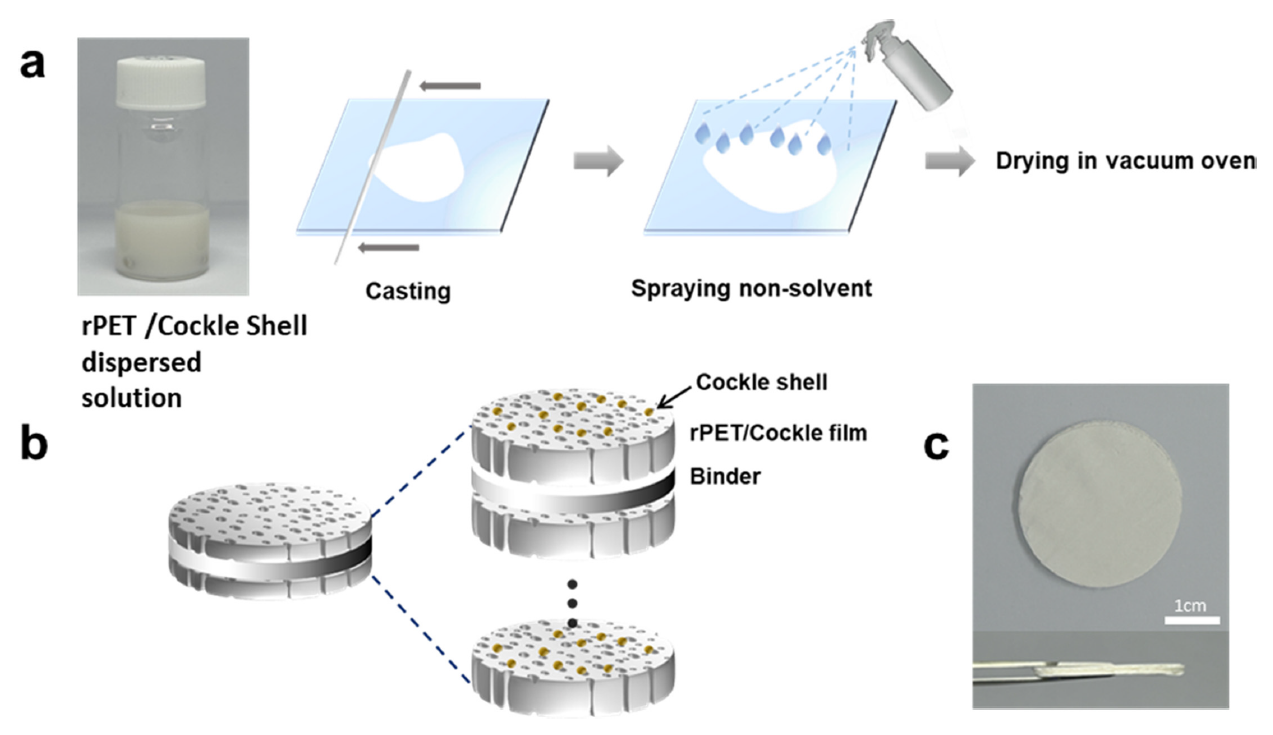
재활용 PET pellet과 꼬막 패각을 활용하여 다공성 필름 형태로 제작하기 위해 비용매-유도 상 분리법(nonsolventinduced phase separation method)을 활용하였다. 먼저 TFA/DCM 혼합 용매(2:3 부피비)를 제조하였다. TFA/DCM 혼합 용매에 재활용 PET pellet(용매 대비 10 wt%), 발포제 (재활용 PET 중량 대비 3 wt%)를 넣고, 꼬막 패각을 총 4가지 중량 비(재활용 PET 중량 대비 2 wt%, 4 wt%, 6 wt%, 8 wt%)로 첨가하여 용액을 제조하였다. 이후 하루 교반시켜 용액을 완성한다. 제조한 용액을 블레이드를 이용하여 유리 기판 위에 캐스팅한 후 비용매(ethanol)를 도포하면 용액이 응고되어 고체 상의 필름을 얻을 수 있다. 그 후 오븐에서 [TeX:] $$150^{\circ} \mathrm{C},$$, 1시간 건조하여 발포된 다공성 필름을 제작하였다. 최종적으로 꼬막 패각(재활용 PET 중량 대비 2 wt%, 4 wt%, 6 wt%, 8 wt%)을 첨가한 재활용 PET 기반 다공성 필름 4가지를 제작하였다. 필름 제작 과정의 단계와 용액의 모습은 Figure 2(a)에 나타내었다.
2.3. 다공성 필름 적층 구조 제작
제작한 다공성 필름은 스프레이형 접착제(3M)를 활용해 5겹 적층한다. 대조군으로는 꼬막 패각이 첨가되지 않은 재활용 PET 다공성 필름으로만 구성된 5층의 적층 구조를 제작하였다. 적층 구조 및 실제 흡음재의 모습은 Figure 2(b)와 (c)에 제시하였다.
Figure 2.
2.4. 특성 분석
형태적 특성: 꼬막 패각의 분산 여부와 다공성 구조를 확인하기 위해 optical microscope(OM, Zeiss Axiolab5)와 scanning electron micro scope(SEM, AIS2000C, SERON)을 사용하여 관찰하였다. OM을 통해 필름의 표면 구조를 확인하였으며, SEM을 활용하여 필름의 단면 구조를 분석하였다.
열적 안정성 특성: 흡음재의 열적 안정성을 평가하기 위해 thermogravimetric analysis(TGA, TGA N-1000, SCINCO©)를 사용하였다. 약 5 mg의 시료를 질소 분위기에서 [TeX:] $$10^{\circ} \mathrm{C} /$$min의 승온 속도로 상온에서 [TeX:] $$100^{\circ} \mathrm{C}$$까지 승온 후 30분간 온도를 유지하여 수분을 제거하였다. 이후 동일한 승온 속도로 [TeX:] $$100^{\circ} \mathrm{C}$$에서 [TeX:] $$600^{\circ} \mathrm{C}$$까지 온도를 올려 열적 분해 특성을 관찰하였다.
기계적 특성 측정: 5층 적층하여 제조한 흡음재의 기계적 특성을 분석하기 위해 Universal Testing Machine(UTM, INSTRON-3365, INSTRON)을 사용하여 인장강도와 변형률을 측정하였다. 시험은 속도 10 mm/min로 진행하였으며, 시험편은 길이 70 mm, 폭 20 mm 크기의 직사각형 모양으로 제작하였다. 각 시험편은 3개씩 측정 후 결과의 평균값을 산출하였다.
2.5. 흡음 성능 측정
시료의 흡음 특성은 관내법(KS F 2814-2)에 따라 측정하였다. 이 방법은 음원의 발생과 마이크로폰을 이용해 시료의 흡음률을 주파수에 따라 측정하는 방식이다. 시료는 관내법 측정 규격에 맞게 원형으로 제작하였으며, 직경은 29 mm(고주파 대역)와 100 mm(저주파 대역) 두 가지 크기로 제작되었다. 시료는 완전히 밀착된 상태로 측정 튜브와 한쪽 끝에 고정하였다.
흡음률 측정을 위해 임피던스 튜브 시스템이 사용되었으며, 이는 음원 스피커, 관, 마이크로폰 2개(또는 4개), 신호 분석 장치로 구성되었다. 음원은 100 Hz에서 6,400 Hz 범위의 정현파 신호를 생성하였으며, 각 주파수 대역에서 반사 및 투과된 음압을 측정하였다.
흡음률(α)은 아래 식을 통해 도출되었다.
여기서 R은 반사 계수로, 반사파의 음압과 입사파의 음압 비율로 정의된다.
측정된 데이터는 특정 주파수 대역에서의 흡음률을 평가하기 위해서 주파수별 흡음률(1/3 옥타브 밴드 분석)을 수행하였다. 각 시료의 흡음 주파수 범위는 그래프로 표현하여 비교 분석하였다.
3. 결과 및 고찰
3.1. 다공성 필름의 형태학적 분석
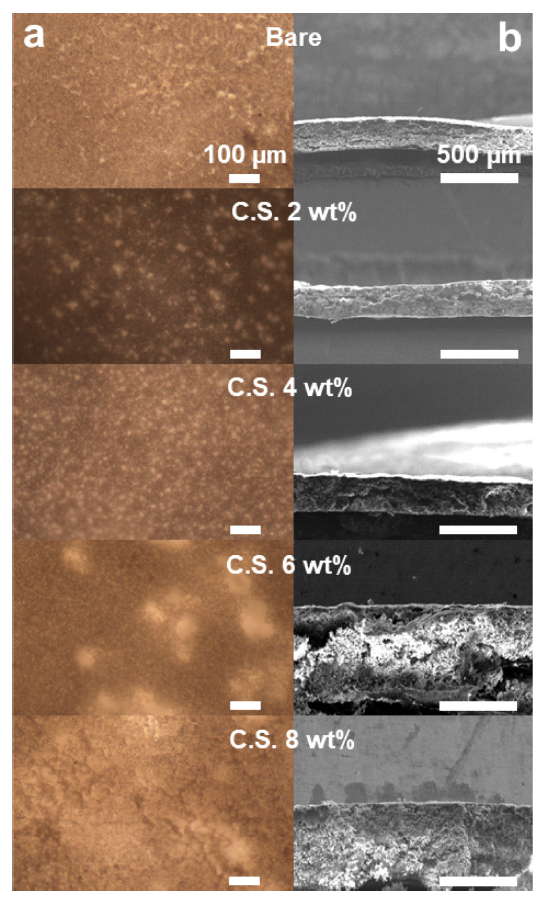
Figure 3(a)는 OM을 이용하여 꼬막 패각 함량별 다공성 필름의 표면을 관찰한 결과이다. 모든 시료에서 필름 표면에 균일한 크기의 기공이 형성되어 있으며 약 5 μm 내외의 크기를 가지는 작은 기공들이 분포하고 있음을 확인할 수 있다. 이는 발포제에 의해 형성되는 기공의 크기와 유사하며, 발포제가 다공성 구조 형성에 효과적으로 작용했음을 나타낸다. 또한 꼬막 패각의 함량이 증가함에 따라 필름 표면의 거칠기가 증가하는 경향을 보였다. 꼬막 패각을 넣지 않은 필름(Bare)은 매끄럽고 균일한 표면을 보였으나, 꼬막 패각의 함량이 높아질수록 표면에 입자들이 분포하면서 불균일성이 증가하였다.
Figure 3(b)는 SEM을 통해 다공성 필름의 단면을 관찰한 결과로, 필름 내부에서도 균일한 다공성 구조가 형성되어 있음을 보여준다. 꼬막 패각을 넣지 않은 필름(Bare)은 균일한 구조를 보였으나, 꼬막 패각 함량이 증가함에 따라 다공성이 증가하는 경향을 확인하였다. 특히 6 wt% 이상에서는 층간 경계가 나타나며 내부 구조가 불균일해지는 모습이 확인되었다. 또한 꼬막 패각 함량이 증가할수록 필름의 기공 크기 및 밀도가 변화하는 것이 확인되었으며, 이는 흡음 성능 및 기계적 물성에도 영향을 줄 것으로 예상된다.
Figure 3.
3.2. 다공성 필름의 열적 특성 분석
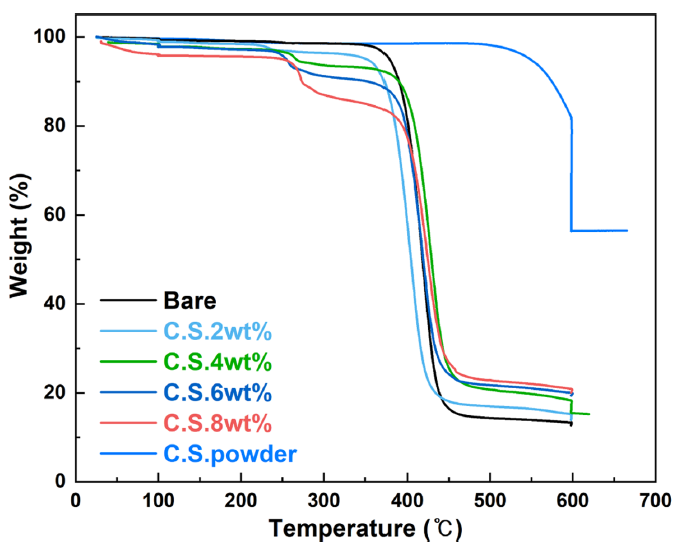
Figure 4는 다공성 필름의 열분해 거동을 나타낸 그래프이다. [TeX:] $$100^{\circ} \mathrm{C}$$에서 30분 동안 온도를 유지하여 수분을 제거하고, 승온을 진행하여 [TeX:] $$600^{\circ} \mathrm{C}$$까지의 질량 변화를 관찰하였다. 모든 시료는 [TeX:] $$400^{\circ} \mathrm{C}$$에서 급격한 중량 손실을 보이며, [TeX:] $$500^{\circ} \mathrm{C}$$ 전후에서 열분해가 완료됨을 확인할 수 있다. [TeX:] $$500^{\circ} \mathrm{C}$$ 이휴의 잔류 중량은 꼬막 패각 함량에 따라 증가하는 경향을 보였다. 특히 꼬막 패각 분말(C.S.powder)이 가장 높은 잔류 중량을 나타내었으며, 이는 꼬막 자체가 열적 분해에 강하여 고온에서도 분해되지 않음을 나타낸다. 꼬막 패각 함량이 증가함에 따라 고온에서의 잔류량이 증가하였으며 이는 패각 내 무기물 성분이 열분해 과정에서도 분해되지 않고 잔류하여 필름의 구조적 안정성 유지에 기여한 것으로 판단된다.
3.3. 다공성 필름의 기계적 특성 분석
적층 구조의 기계적 특성을 분석하기 위해 적층한 다공성 필름을 길이 70 mm, 폭 20 mm 크기로 자른 후 UTM을 사용하여 기계적 특성을 측정하였다. 시료는 모두 동일한 조건에서 제작되었으나 건조 과정에서의 수축 정도와 기공 형성의 차이로 인해 최종 두께가 달라졌다. 평균 두께는 Bare 1.726 mm, 2 wt% 1.855 mm, 4 wt% 2.035 mm, 6 wt% 2.195 mm, 8 wt% 2.249 mm로 측정되었으며 이러한 두께 변화를 반영하여 기계적 특성을 분석하였다. Figure 5(a)는 다공성 필름의 인장 응력–변형률 곡선을 나타낸다. 꼬막 패각을 첨가하지 않은 시료는 최대 인장강도가 약 0.15 MPa로 가장 낮은 값을 보였다. 꼬막 패각의 함량이 2 wt%로 증가하면 최대 인장강도가 약 0.35 MPa까지 상승하며, 이는 꼬막 패각 첨가로 인해 필름 구조가 강화되었음을 보여준다. 그러나 4 wt% 이상에서는 강도가 감소하는 경향을 보였다.
Figure 5(b)는 필름의 최대 변위를 나타낸 그래프이다. 꼬막 패각을 넣지 않은 시료는 약 1.5 mm로 낮은 변위를 보였으며, 꼬막 패각의 함량이 증가할수록 최대 변위가 증가하는 경향을 보였다. 특히 6 wt% 첨가 시 평균 약 4 mm로 가장 큰 값을 기록하였으며, 이는 꼬막 패각 첨가에 따라 필름의 연성이 향상되었음을 의미한다.
Figure 5.
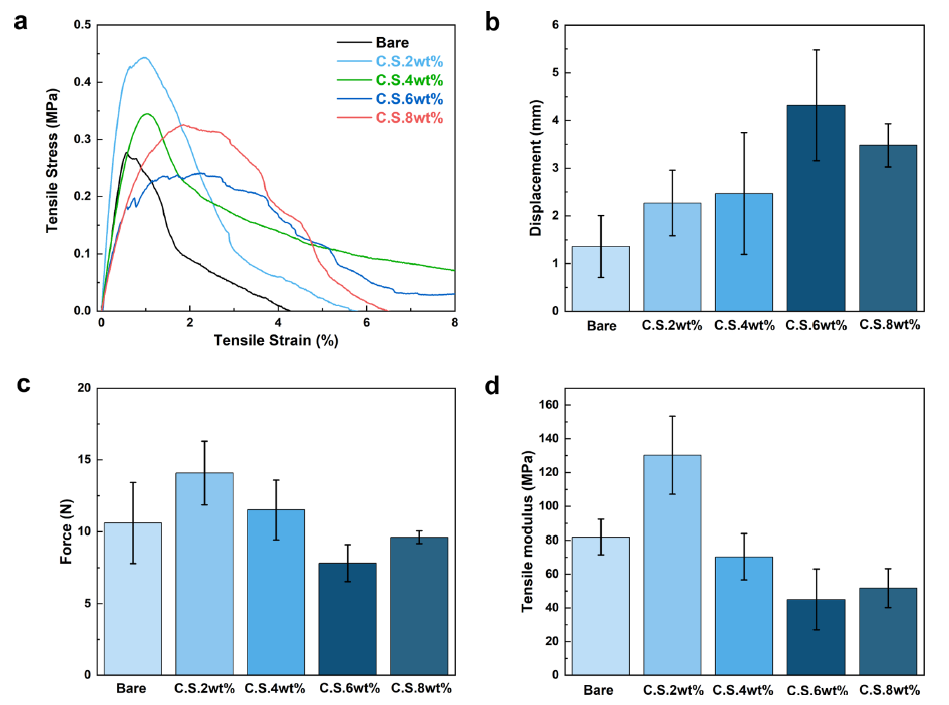
Figure 5(c)는 최대 하중 값을 나타낸 그래프이다. 꼬막 패각을 넣지 않은 시료의 최대 하중은 약 10 N의 값을 보였고 함량 증가에 따라 2 wt%와 4 wt%에서는 하중이 증가하였다. 그러나 6 wt%와 8 wt%에서는 오히려 감소하는 경향을 보였다. 이러한 결과는 단순한 두께 변화 효과로 설명하기 어려우며 필러 함량 증가에 따른 내부 미세구조 변화의 영향으로 해석된다.
Figure 5(d)는 필름의 인장 탄성계수를 나타낸 그래프이다. 꼬막 패각을 넣지 않은 시료는 약 80 MPa의 값을 보였으나, 2 wt%에서 약 130 MPa로 크게 증가하였다. 그러나 함량이 추가로 증가함에 따라 탄성계수가 감소하는 경향을 보였다. 이러한 현상들은 앞선 Figure 3에서 관찰된 것처럼 필러 함량이 증가할수록 필름 내부의 공극이 많아지고 구조가 불균일해진 것과 관련이 있는 것으로 판단된다. 이와 같은 공극 증가는 응력 전달 효율을 저하시켜 기계적 물성 저하에 기여할 수 있다. 또한 기존 문헌에서도 필러의 함량이 일정 수준을 초과하면 응집 현상이 발생하고 이에 따라 계면 결합력이 약화되어 기계적 특성을 저하시킨다고 보고되었다[19,20]. 본 연구에서 관찰된 고함량 시료의 강도 및 탄성계수 감소도 이러한 경향과 일치한다.
종합적으로, 꼬막 패각 첨가는 낮은 함량에서는 기계적 향상에 기여하였으며, 특히 2 wt%에서 가장 큰 개선 효과를 보였다. 그러나 높은 함량에서는 내부 공극 증가와 필러 응집 등 구조적 불균일성으로 인해 강도와 탄성계수가 저하되는 경향을 보였다.
3.4. 흡음 성능 분석
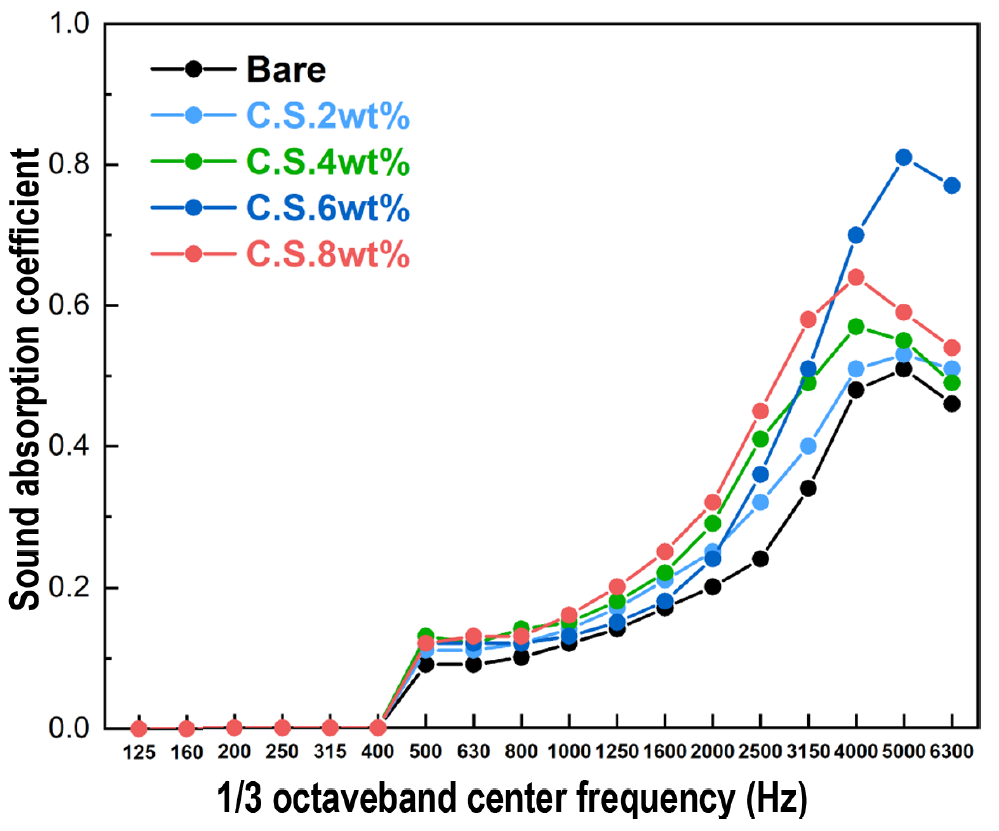
꼬막 패각이 흡음 성능에 미치는 영향을 확인하기 위해 꼬막 패각의 함량을 2 wt%에서 8 wt%까지 조절하여 총 4가지의 적층 구조를 제작하였고, 대조군으로 꼬막 패각이 첨가되지 않은 순수 rPET 다공성 필름 적층 구조를 제작하였다. 460 Hz 이하의 영역에서는 모든 시료의 흡음 계수가 0에 가까운 값을 보여 흡음 성능이 없는 것으로 나타났다. 500 Hz 이상의 영역에서부터 흡음 계수가 증가하기 시작하였다. 꼬막 패각을 넣지 않은 경우에도 흡음 계수가 증가하였으나 꼬막 패각을 첨가한 시료들은 전반적으로 더 높은 흡음 성능을 보였다. 꼬막 패각을 6 wt% 첨가한 시료는 대조군 대비 흡음 성능에서 가장 우수한 결과를 보였다. 2000 Hz 이상의 영역에서는 모든 시료에서 흡음 계수가 급격히 상승하였다.
대조군인 순수 rPET 다공성 필름의 경우 동일 주파수 영역에서 꼬막 패각이 첨가된 경우보다 낮은 흡음 성능을 보였다. 꼬막 패각을 6 wt%를 함유한 흡음재의 경우 0.81이라는 높은 흡음 계수를 보였다. 꼬막 패각을 8 wt%를 첨가한 시료는 고주파 영역에서 흡음 계수가 약간 감소하는 경향을 보였지만 여전히 대조군보다 우수한 흡음 성능을 유지하였다. 이는 8 wt% 첨가 시 필름 내부의 기공이 과도하게 증가하고 구조가 불균일해져 일부 음파가 투과되기 쉬운 경로가 형성되었기 때문으로 판단된다. 꼬막 패각의 첨가는 모든 주파수 대역에서 순수 rPET 필름 대비 흡음 성능을 향상시켰으며, 특히 500 Hz 이상의 주파수에서 두드러지는 효과를 보였다. 이는 꼬막 패각이 다공성 구조 내에서 음파 에너지를 효과적으로 분산시키고 흡수하는데 기여했음을 보여준다. 또한 본 연구에서 제작한 다공성 필름은 대표적 다공성 흡음재인 두께 35 mm의 PU foam[21]과 비교했을 때, 고주파 영역에서 유사한 성능을 나타내었다. 특히 6 wt% 첨가 시료는 5000 Hz 부근에서 0.81의 흡음 계수를 기록하였으며 이는 PU foam의 성능 범위인 0.65–0.9에 근접한 수준임을 확인하였다. 이러한 결과는 얇은 두께에도 내부 다공성 구조와 필러 첨가 효과가 고주파 흡음 성능 향상에 기여했음을 보여준다.
4. 결 론
본 연구에서는 rPET에 꼬막 패각을 첨가하여 제작한 흡음재의 다공성 구조, 열적 특성, 기계적 특성 및 흡음 성능을 분석하였다. 다공성 필름은 비용매 상유도 분리법을 활용하여 제작하였으며 꼬막 패각의 함량을 달리하여 제작한 시료를 비교 분석하였다. 다공성 필름의 형태학적 분석을 통해 모든 시료에서 필름 표면에 균일한 크기의 기공이 형성되었음을 확인하였다. 이는 발포제가 다공성 구조 형성에 효과적으로 작용했음을 보여준다. 또한 꼬막 패각의 함량이 증가함에 따라 필름 표면에서 미세 입자의 분포가 뚜렷해졌으며 꼬막 패각이 필름 내부에 균일하게 분산되었음을 확인하였다. 열적 특성 분석을 통해 모든 시료가 [TeX:] $$400^{\circ} \mathrm{C}$$에서 급격한 중량 손실을 보이며 [TeX:] $$500^{\circ} \mathrm{C}$$에서 열분해가 완료되었다. 이를 통해 제작한 다공성 필름의 열 안정성을 확인할 수 있었다. 열분해 후 남은 잔류 물질의 양 또한 꼬막 패각의 함량이 증가할수록 증가하는 경향을 보여, 열분해 과정에서 꼬막 패각이 남아있음을 알 수 있었다. 기계적 특성 분석을 통해 꼬막 패각 함량이 2 wt%일 때 인장강도와 인장 탄성계수가 가장 높은 값을 보였다. 그러나 4 wt% 이상에서는 기계적 성능이 감소하는 경향을 보였으며, 이는 필름 내부의 공극이 많아지고 구조가 불균일해진 것과 관련이 있을 것으로 해석된다. 또한 꼬막 패각 함량이 증가하면 최대 변위가 증가하여 필름의 연성이 향상됨을 확인하였다. 흡음 성능 평가 결과, 꼬막 패각이 다공성 필름 적층 구조의 흡음 성능을 향상시킴을 확인하였다. 460 Hz 이하의 영역에서는 모든 시료의 흠음 계수가 0에 가까운 값을 보였으나, 500 Hz 이상의 영역대에서는 흡음 계수가 증가하였다. 특히 6 wt%를 첨가한 시료가 대조군 대비 가장 우수한 흡음 성능을 보였으며, 2000 Hz 이상의 고주파 영역에서 흡음 계수가 0.81에 도달하였다. 이는 꼬막 패각이 필름 내부에서 음파 에너지를 효과적으로 분산, 흡수하는 역할을 수행함을 나타낸다.
종합적으로 본 연구는 꼬막 패각을 첨가한 rPET 기반 다공성 필름이 열적 안정성, 기계적 특성, 흡음 성능 측면에서 개선 효과를 제공할 수 있음을 확인하였다. 특히 꼬막 패각은 생물자원 부산물(폐생물자원)으로, 이를 활용하여 흡음 성능이 향상된 다공성 필름을 제작함으로써 꼬막 패각이 폐기물로 처리되는 대신, 흡음 소재로 재활용될 수 있음을 입증하였다.
References
- 1 M.Mohammadi E. Taban, W . H. Tan, N. B. Che Din, A. Putra, and U. Berardi, "Recent Progress in Natural Fiber Reinforced Composite as Sound Absorber Material", J. Building Eng., 2024, 84, 108514.custom:[[[-]]]
- 2 S. Salunkhe, C. Patil, and C. M. Thakar, "Exploring the Potential of Natural Materials as Eco-friendly Sound Absorbers" , Materials Today: Proceeding, 2023.custom:[[[-]]]
- 3 N. Rastegar, A. Ershad-Langroudi, H. Parsimehr, and G. Moradi, "Sound-absorbing Porous Materials: A Review on Polyurethane-based Foams" , Iran Polym. J., 2022, 31, 83−105.custom:[[[-]]]
- 4 T . Y ang, X. Xiong, R. Mishra, J. Novák, and J. Militký, " Acoustic Evaluation of Struto Nonwovens and Their Relationship with Thermal Properties" , Text. Res. J., 2018, 88, 426−437.custom:[[[-]]]
- 5 X. Xu, H. Wang, Y. Sun, J. Han, and R. Huang, "Sound Absorbing Properties of Perforated Composite Panels of Recycled Rubber, Fiberboard Sawdust, and High Density Polyethylene" , Cleaner Production, 2018, 187, 215−221. Figure 6. 1/3 octave band sound absorption coefficient for different cockle shell contents.custom:[[[-]]]
- 6 M. N. Yahya and D. D. V. Sheng Chin, "A Review on the Potential of Natural Fibre for Sound Absorption Application" , In Proceedings of the IOP Conference Series: Materials Science and Engineering, 2017, 226, 12014.custom:[[[-]]]
- 7 C. Rubino, M. Bonet Aracil, J. Gisbert-Payá, S. Liuzzi, P. Stefanizzi, M. Zamorano Cantó, and F . Martellotta, "Composite Eco-Friendly Sound Absorbing Materials Made of Recycled Textile Waste and Biopolymers" , Materials, 2019, 12, 4020.custom:[[[-]]]
- 8 S. I. Borlea, A.-E. Tiuc, O. Nemeş, H. V ermeşan, and O. V asile, "Innovative Use of Sheep Wool for Obtaining Materials with Improved Sound-Absorbing Properties", Materials, 2020, 13, 694.custom:[[[-]]]
- 9 R. Zulkifli and M. J. M. Nor, "Noise Control Using Coconut Coir Fiber Sound Absorber with Porous Layer Backing and Perforated Panel" , Am. J. Appl. Sci., 2010, 7, 260.custom:[[[-]]]
- 10 S. Sambandamoorthy, V. Narayanan, L. B. M. Chinnapandi, and A. Aziz, "Impact of Fiber Length and Surface Modification on the Acoustic Behaviour of Jute Fiber", Applied Acoustics, 2021, 173, 107677.custom:[[[-]]]
- 11 T. Yang, L. Hu, X. Xiong, M. Petrů, M. T. Noman, R. Mishra, and J. Militký, "Sound Absorption Properties of Natural Fibers: A Review" , Sustainability, 2020, 12, 8477.custom:[[[-]]]
- 12 G. Albini, V . Brunella, B. Placenza, B. Martorana, and V . Guido Lambertini, "Comparative Study of Mechanical Characteristics of Recycled PET Fibres for Automobile Seat Cover Application" , J. Ind. Text., 2019, 48, 992−1008.custom:[[[-]]]
- 13 G.-H. Kang, C. Joung, H.-G. Kim, S. Im, S.-C. Kang, W . Ji, and Y .-B. Park, "Manufacturing, Thermoforming, and Recycling of Glass fiber/PET/PET Foam Sandwich Composites: DOE Analysis of Recycled Materials", Polym. Compos., 2022, 43, 8807−8817.custom:[[[-]]]
- 14 M. B. Coltelli, S. Bianchi, S. Savi, F. Signorini, A. Manariti, C. Bruni, F. Ciardelli, and V. Castelvetro, "Post-Consumer Poly(Ethylene Terephthalate) in Composites and Blends for Automotive Applications" , 2009.custom:[[[-]]]
- 15 Y . Kim, D. Kim, S. W . Kang, Y . H. Ham, J. H. Choi, Y . P . Hong, and K. S. Ryoo, "Use of Powdered Cockle Shell as a Bio- Sorbent Material for Phosphate Removal from Water", Bull. Korean Chem. Soc., 2018, 39, 1362−1367.custom:[[[-]]]
- 16 L. Cao, Q. Fu, Y. Si, B. Ding, and J. Yu, "Porous Materials for Sound Absorption" , Compos. Commun., 2018, 10, 25−35.custom:[[[-]]]
- 17 Y. Li, W. Ning, Q. Peng, M. Yang, D. Lei, S. Guo, P. Liu, K. Jiang, X. He, and Y. Li, "Superbroad-band Actively Tunable Acoustic Metamaterials Driven from Poly(ethylene terephthalate)/ Carbon Nanotube Nanocomposite Membranes", Nano Res., 2021, 14, 100−107.custom:[[[-]]]
- 18 H. Aydemir, O. Demiryürek, and M. Erol, "Structural and Sound Absorption Properties of Polyethylene Terephthalate (PET) and Recycled Polyethylene Terephthalate (r-PET) Nanofibers" , J. Text. Inst., 2024, 116, 722−732.custom:[[[-]]]
- 19 N. Sathiya Narayanan, D. Sai Venkat Mohan, J. Abhinay, T. Dinesh, V . Satya Sai Surya Teja, and R. Praneeth, "Effects on Microhardness, T ensile Strength, Deflection, and Drop W eight Impact Resistance with the Addition of Hybrid Filler Materials for Enhancing GFRP Composites" , Scientific Reports, 2024, 14, 27524.custom:[[[-]]]
- 20 R. Bharath, V. K. Bupesh Raja, A. N. R. Subash, N. Vigneshkumar, and A. Rajeshkannan, "Mechanical Characteri- zation and Enhancing Wear Properties of Glass, Sisal, nAl2O3 Strengthened Polymer Matrix Nanocomposites Using Hybrid Optimization Approach", J. Mater. Res. Technol., 2023, 26, 104568.custom:[[[-]]]
- 21 T. Zhu, S. Chen, W. Zhu, Y. Wang, and Y. Jiang, "Sound Absorption Property of Polyurethane Foam with Polyethylene Fiber" , Materials Science (Medžiagotyra), 2019, 25, 85−89.custom:[[[-]]]